In plainest terms, a mechanical cable assembly is a length of wire rope with at least a single cable fitting swaged (or pressed) to the wire rope. Said simply, the absence of a single fitting on the wire rope renders the product a cable, cut-length, or wire rope, and not a cable assembly. So essentially, the presence of fittings, or for that matter any other kind of components attached to the wire rope itself, constitutes a mechanical cable assembly. And while the term “cable assembly" oftentimes conjures up notions of cables that transmit power or data, a mechanical cable assembly is used to help achieve motion, support a load, or both.
In this read, we’ll discuss what a cable assembly is in finer detail, along with the more common types of mechanical cable assemblies, as well as the wide assortment of applications that use cable assemblies in our everyday lives. For good measure, we’ll also outline the advantages and disadvantages of certain mechanical cable materials, including the fundamental considerations when choosing the materials used to produce a cable assembly.

Learn More About Custom Cable Assemblies
WHAT IS A MECHANICAL CABLE ASSEMBLY?
As mentioned, a mechanical cable assembly is a wire rope, sometimes simply referred to as mechanical cable, that includes at least a single cable fitting attached to the cable. Hence the word assembly in the term, “cable assembly.”
But before diving into the mating components that ultimately turn a wire rope into a cable assembly, it is important to expound on what exactly is cable itself.
Wire Rope vs. Mechanical Cable
Wire rope and mechanical cable are the same physical thing: alloy wires, such as stainless steel or tungsten, stranded together in a helical configuration. What distinguishes one from the other is not physical appearance, but rather the diameter of the finished cable itself. Cable, for instance, < 0.375" is considered mechanical cable. While wire rope is any cable that is > 0.375”.
Whether wire rope or mechanical cable, the characteristics they share deal in how they are produced.
Although wires can be assembled in a braided geometry, Carl Stahl Sava Industries is an expert in the design and production of helically stranded wire ropes, miniature, and ultrafine mechanical cables. And like the differences between wire rope and mechanical cable are a matter of diameter, so true is the distinction between terms like “miniature” and “ultrafine” as well. Miniature mechanical cable is cable produced in diameters <0.5”, for example, whereas ultrafine mechanical cable is cable produced in sizes <0.25” in diameter.
Wire rope is often used in heavier-duty systems or where load-bearing requirements are considerable. For instance, a galvanized steel wire rope with a diameter of 0.375" can support heavy loads up to 14,000 lbs. However, factors such as its size, wire count, and durability could reduce its flexibility. This lack of flexibility may pose challenges when the wire rope needs to navigate tight curves, like those found in a pulley system.
Wire Rope vs. Mechanical Cable: Basic Characteristics Chart
†Relative to load requirements
In mechanical cable assemblies smaller in diameter than 0.375”, break strength is reduced, but so too are the loads these smaller cables are being asked to shoulder. What’s more, their smaller, finer form factor means going around a pulley system is made easier as well. And with the increasing need in MedTech to fit such tiny cables into the equally infinitesimal spaces allocated in a surgical robot or endoscope, flexibility is not merely desirable; it’s required.
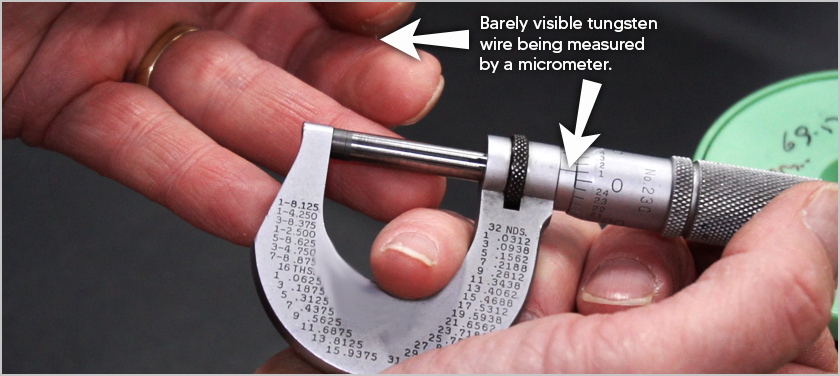
What’s particularly interesting about the diameters of wire rope all the way down to mechanical cable is just how small the wires used to produce them can get. A strand of human hair is roughly between 17 and 181 micrometers in diameter. So small are ultrafine mechanical cable assemblies that the wires used to produce them are often as small as 1.27 micrometers, or 0.0005” in diameter. That makes the tungsten wire used to produce Sava’s tungsten cable assemblies potentially as much as 6x smaller than a single human hair.
How Is Wire Rope Stranded?
Wire rope, and for ease of explanation, mechanical cable, are both produced in massive industrial machines known as stranders or less commonly, cablers. Some stranders are used to produce cable that supports massive suspension bridges and are consequently the size of a city bus or even bigger. Others, however, like those Sava use, roughly range in size from the length of a compact car to a commercial pickup truck.

Stranders are typically narrow, but long in appearance, and comprise a series of drums that roll in a synchronized manner to twist individual wires, fed through it, into their familiar helical orientation. This design configuration makes cables extremely strong, in that it allows the cable to support a load evening across the entire cable’s surface area. The helical configuration also helps the cable achieve a quotient of flexibility often necessary to reside within tight spaces while in a motion system. And additionally, cable helically stranded ensures both durability and torque resistance, because for one, this geometry prevents the wires from rubbing against one another, and two, it prevents twisting of the cable itself, both of which coalesce to ensure the cable’s designed lifespan is met or exceeded.
With few exceptions, cable is stranded with a core wire, that is then wrapped helically in additional wires to form what is commonly referred to as strand. This strand is then reintroduced to the strander for the purposes of wrapping finished strand in more wires, which in turn, produces the finished product we call wire rope, or if < 0.375” in diameter, mechanical cable.
HOW TO MAKE A MECHANICAL CABLE ASSEMBLY
Many operations go into the production of a mechanical cable assembly.
Once the wire rope or mechanical cable has been manufactured, it is delivered on a spool to a production floor where it is cut to length and its ends terminated to prevent fraying of the cable’s wires.
Mechanically Cutting Cable
Stainless steel and galvanized steel cable are most often mechanically cut, which is the process of feeding spooled cable to a fixed point where sharp blades “bite” through the cable, which thus produces a cut length of wire rope or mechanical cable.
The advantages of mechanically cut cable are that it is a precise operation, which ensures each cable is cut to the same length every time. What’s more, mechanical cable cutting works well with steel cables because steel possesses a natural elasticity, which helps keep the wires together at the cut end after the blades sheer the cable. The disadvantages however are that this process can be slow, especially if done manually, or without the assistance of production automation that provides perpetual handling, cutting, and traying.
From the traying operation, the cut lengths of cable are collected and delivered to a new production area where fittings are applied using swaging dies and a machine press.
In cases where cut cable will not later have fittings applied to it, cutting automation may also then include not merely traying cut lengths, but perhaps also bundling them, or even packaging them for shipment.
Electrocutting Cable
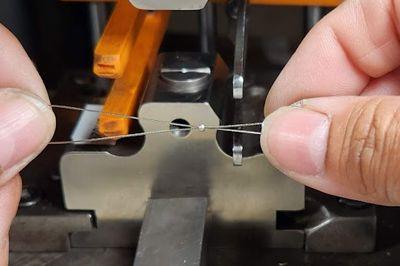
Another way mechanical cable is cut is known as electrocutting. As it sounds, electrocutting mechanical cable is the process by which a feeding system, or even human hands, inserts a length of spooled cable into a fixed position, and an electric current is passed through the cable to cause a fused-cut end.
In materials such as tungsten, known as the strongest and most heat-tolerant metal on earth, the cable does not benefit from the elasticity or melting point of its steel counterparts. Rather, tungsten mechanical cable possesses 2-3 times the heat resistance of steel cable, and 1.5-2 times the malleability of steel cable.
Melting Point of Tungsten vs. Stainless Steel Chart
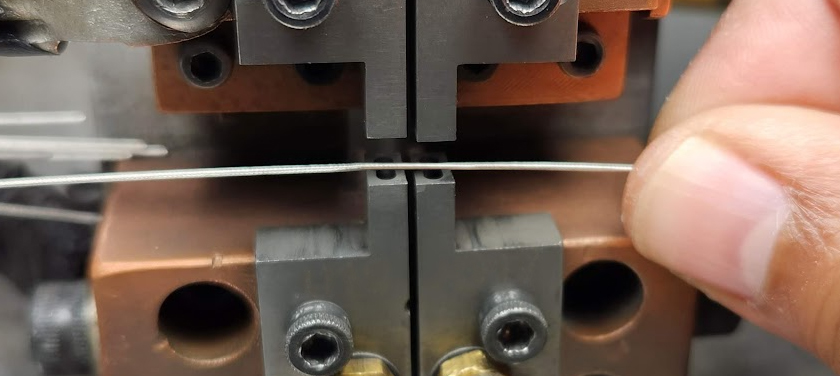
Because tungsten mechanical cable is denser, more heat-resistant, and tends to lay flaccid in one’s hand, cutting it mechanically may not produce an acceptable cut length. The blades may be imprecise, and differently detrimental, mechanically cut tungsten cable will result in frayed cut ends, given the material’s natural ductility. Cutting tungsten cable that results in frayed ends destroys the product, which comparatively speaking, is more expensive due to tungsten cable’s higher price point.
An electrocutting operation therefore can produce the heat required to both cut tungsten cable, and fuse the end-cut wires together, which prevents the wires from separating at the point the cut is produced.
Swaging or Pressing Fittings to Mechanical Cable
After the cable has been cut to its specified length, it is delivered to another production area where fittings are applied to the cable using an industrial machine press.
Mechanical engineers, tool and die experts, as well as skilled machine press operators install custom-designed dies that contain the cavity for the cable’s fittings to nest within. The press operator applies defined forces to the press, which swage a fitting to a cable, and finally, a mechanical cable assembly is manufactured.
This operation is repeated throughout the production run and may even include automation or cobotic support to achieve any or all of the feeding, pressing, traying, and packaging operations required to yield a completed mechanical cable assembly lot.

Pressing Cable Fittings with Hand Tool
Although there are many types of cable fittings or terminations that can be swaged to a length of cable, such as a ball, eyelet, or threaded plug, the cable assembly manufacturing process largely honors the same operational progression from one cable assembly to the next.
Nevertheless, the operations that can be used to apply fittings to cable vary depending upon the system’s requirements.
Take, for instance, prototype mechanical cable assemblies.
If a formal production run is cost-prohibitive, or perhaps just premature while proof of concept is fleshed-out, a handheld crimping tool, such as Sava’s T185 and T188, can yield engineers a functioning prototype cable assembly for testing purposes. And while a cable crimping hand tool won’t work across any cable fitting, it will among some of the more common fittings, such as a crimp sleeve. But a word of caution: a handheld cable crimping tool still requires cable components that are compatible with hand tools. Add too large a crimp sleeve for example, and the fitting could be damaged. Maybe worse, the hand tool operator may not be able to provide enough force to properly apply a poorly-fitted crimp sleeve to the cable, which may result in system failure.
Additionally, even when fittings are nested properly in the hand tool’s provided cavities, the pressing operation may scratch the zinc coating on copper fittings, again for example, taking away the protective galvanization that exists to prevent such fittings from corroding in humid environments.

GETTING YOUR CABLE ASSEMBLY RIGHT
Whether using an industrial machine press or a hand crimping tool, a mechanical cable assembly is produced when a cable fitting, such as a crimp sleeve, ball, or plug is affixed to a length of wire rope or mechanical cable.
There are many operations that go into manufacturing mechanical cable assemblies, beginning with stranding steel or tungsten wires in large machines known as stranders or cablers. These machines twist the cable’s wires into helical configurations, and the cables they produce involve different wire counts, flexibilities, and break strengths, depending upon a host of factors determined by the assembly’s designers.
Once the wire rope or mechanical cable has been stranded into its desired wire count and configuration, it is spooled and transported to a cutting production area where it undergoes a sophisticated cutting operation. Depending upon the material type, the cable is either cut with blades, as in the case of a mechanical cutter, or by passing electricity through the cable, such as in the case of electrocutting, whereby the cable is cut and the end wires fused together by the heat the electrocutter produces. In the former, steel cable is ideal due to steel’s natural elasticity, while the latter is best suited to tungsten, but not only tungsten, due to tungsten’s natural flaccidity and tolerance to high temperatures.
Cable fittings are then applied to the cut cable and the fitting is nested in a die cavity (or hand tool) and force is applied to the pressing operation until the now-swaged fitting meets a predefined factor of safety. Quality testing is then performed by trained quality inspectors to certify that the new cable assembly meets its technical requirements.
There are many engineering considerations that must be properly understood to realize the cable assembly’s fullest potential. For these reasons, it is critical to collaborate with mechanical engineers specifically trained in mechanical cable assembly manufacturing. Talk to the engineers at Sava to guarantee your cable assemblies perform as designed.




