Wire Rope & Custom Cable Assembly Manufacturer
We’re a cable assembly manufacturer that offers numerous services to meet diverse application needs with our mechanical wire rope
At Carl Stahl Sava Industries we treat each customer as our most prized asset, no matter the size, length or scope of the engagement. For over 50 years, Sava has adapted to the complexities of your cable assembly requirements, so we're never taken by surprise. The Sava team is deeply familiar with making and supplying cable assemblies for a broad and sophisticated array of applications, across dozens of industries.
You’ll find Sava's products in the human body, along with the surgical instruments and equipment doctors and dentists depend upon around the world to deliver world-class medical care. Sava is also in custom aircraft cable assemblies, spacecraft, fitness equipment, cargo-securing devices, stage rigging and walkways, recreational applications, robotics, industrial equipment, lighting displays, and more.
Have a look at the wealth of applications Sava's products are found daily.
Medical Applications
From surgical robotics to endoscopic instrumentation, Sava's cable is in medical applications, encompassing both disposable and reusable products, implantables, and instruments. Sava specializes in ultra-fine mechanical cable assemblies residing in tomorrow's next big MedTech innovation.
Aircraft Control
Sava produces aircraft devices and controls, including military defense applications, satellites, drones, and mil-spec assets. In addition to standard commercial cable, Sava offers a mil-spec cable selection, including MIL-DTL-83420, which provides more stringent testing, certification, lubrication, and traceability. Sava will also provide first-article inspection reports (FAIRs) that are compliant with AS9102.
Pulley Applications
We build pulley applications and devices, including hundreds of piece parts to help you fully realize the vision for your unique assembled product.
Fire Prevention Systems and Aerospace Applications
Sava cable is found in fire prevention systems and aerospace applications requiring vinyl-coated stainless steel, precision miniature, and small cables. Our extruding experience encompasses FEP, nylon, vinyl, polypropylene, and polyethylene coatings.
Cable Services
In addition to manufacturing mechanical cables that support a variety of applications, Carl Stahl Sava Industries understands that the right solutions provider is one that can handle all of your wire rope and miniature cable assembly needs. That’s why every Sava customer is assured a complete experience, from producing the assembly and ensuring its quality, to building it on time, as well as packaging and shipping it within your deadlines. Take a look below at just how Sava makes our customers the center of attention.
Get to Know Our Cable
Before making your cable decisions, why not consult Sava's rich and detailed cable resource guide below? Go ahead and click on an option to find detailed information designed to guide you through your request for our cable and manufacturing services.
CONSTRUCTION
PROLONGING CABLE LIFE
STANDARD TOLERANCES
GUIDES FOR CABLE SELECTION
PROOF-LOADING & PRESTRESSING
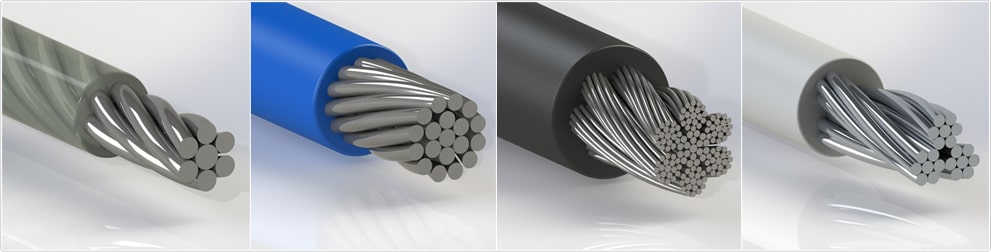
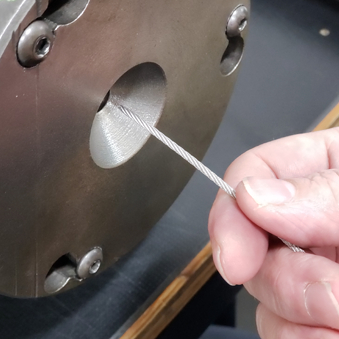
Mechanical Cable Construction (Wire Rope)
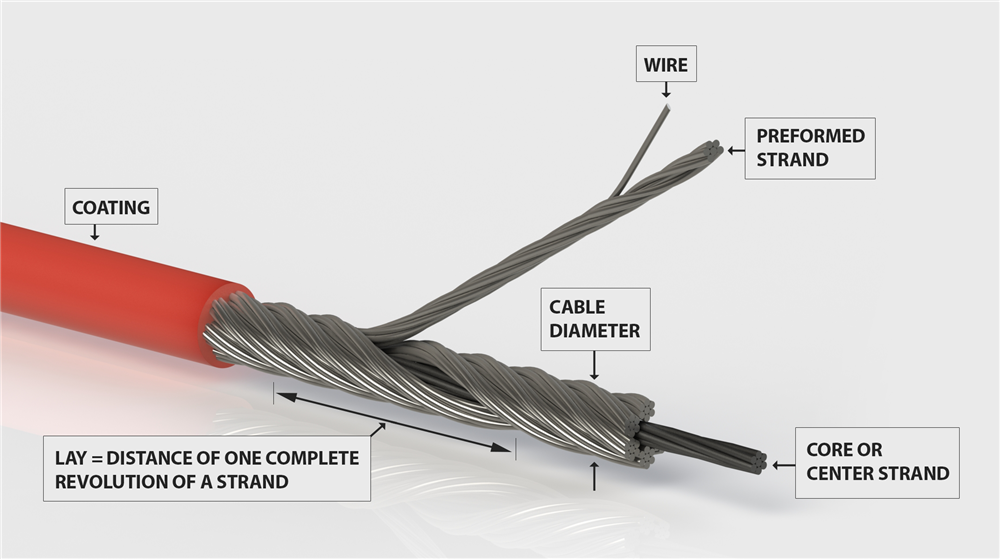
Wire rope or mechanical cable is stranded in a uniformly helical arrangement of wire and concentrically stranded together to serve a variety of diverse markets. The benefits of each cable construction vary from one to the next.
The wire count largely informs the flexibility of the mechanical cable. Small cable sizes are useful in medical applications, such as in polyp and gallstone removal, endoscopy procedures, light buying, and lanyards. In larger cable sizes, the cable is used as guy wires, standard rigging on boats, and in other applications where the flexibility of the cable is not essential.
Cable construction containing large quantities of wires will lend to its superior flexibility but with less abrasion resistance. Flexible mechanical cable construction is commonly found in surgical robotics and endoscopic instrumentation, as well as a myriad of other industrial, boating, aviation, agriculture, medical, recreation, and many more applications.
Basic Wire Rope Construction
When stranding two or more wires laid together – the construction is normally referred to as 1 x the number of wires involved; i.e., 1x7, 1x19, etc.
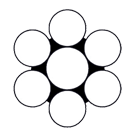
1x7 (7 wires)
This is the basic strand construction, which is used in different combinations to construct another strand or other cables. It is somewhat stiff in larger diameters.
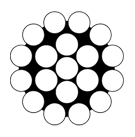
1x19 (19 wires)
Stronger and more flexible than 1x7, affording still better properties.
The construction of cable with three or more strands laid together is normally referred to by the number of strands, x the number of wires in each strand (for example–7x7–see below).
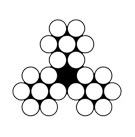
3x7 (21 wires)
A combination of three 1x7 strands. Very flexible in small diameters.
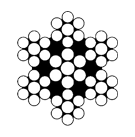
7x7 (49 wires)
A combination of seven 1x7 strands, affording abrasion resistance and flexibility through a wide range of diameters.
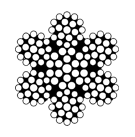
7x19 (133 wires)
A combination of seven 1x19 strands, producing a fine combination of strength and flexibility in a wide range of sizes.
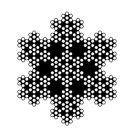
7x49 (343 wires)
A combination of seven 7x7 strands, making it a cable with extraordinary flexibility, for use over small pulleys.
Proof Loading-Prestressing
Proof loading of cable assemblies serves two purposes - first, it ensures the integrity of the assemblies, and second, it prestresses the cable, removing some of the constructional stretch. Proof loading is generally done at 60% of the rated breaking strength of the mechanical cable. The removal of constructional stretch means that frequent adjustments are not necessary to maintain proper tension in a control system. After assemblies are proof loaded, subsequent handling should be held to a minimum, otherwise, the prestressing effect will be partially removed. If stretch is critical in your application, we suggest contacting Sava's engineering department for further information.

Sava's Standard Coating & O.D. Tolerances for Cables and Cable Assemblies
Sava's standard coating tolerances
| Nominal Coating Diameter | Coating O.D. Tolerance | ||
| inches | mm | inches | mm |
| .010 - .035 | 25 - .90 | +.004 -.000 |
+.10 -.00 |
| .036 - .065 | .91 - 1.65 | +.008 -.000 |
+.20 -.00 |
| .066 - .130 | 1.66 - 3.00 | +.012 -.000 |
+.30 -.00 |
| .131 - .260 | 3.31 - 6.60 | +.018 -.000 |
+.45 -.00 |
| .261 - .380 | 6.61 - 9.65 | +.024 -.000 |
+.60 -.00 |
| .381 - .500 | 9.66 - 12.70 | +.032 -.000 |
+.80 -.00 |
Sava's standard cable O.D. tolerances
| Nominal Cable Diameter | Cable O.D. Tolerance | ||
| inches | mm | inches | mm |
| .006 - .020 | .15 - .50 | +.002 -.000 |
+.05 -.00 |
| .021 - .035 | .51 - .90 | +.004 -.000 |
+.10 -.00 |
| .036 - .065 | .91 - 1.65 | +.008 -.000 |
+.20 -.00 |
| .066 - .095 | 1.66 - 2.40 | +.010 -.000 |
+.25 -.00 |
| .096 -.130 | 2.41 - 3.30 | +.014 -.000 |
+.35 -.00 |
| .131- .260 | 3.31 - 6.60 | +.018 -.000 |
+.45 -.00 |
| .261 - .380 | 6.61 - 9.65 | +.026 -.000 |
+.65 -.00 |

Coating for cables up to 1/16 diameter is nylon 11, which is designed for superior fatigue life in thin wall applications, in both high and low temperature ranges, and has excellent abrasion resistance. Nylon 12 is used on cables 3/32 and larger. This is also a superior grade resin, slightly less expensive, yet has good flexibility, excellent abrasion resistance, and works well with larger diameter cables with greater bearing surfaces.

The vinyl coating part numbers refer to clear vinyl only. Color choices for vinyl coated stainless steel wire rope are available for a nominal additional charge. Vinyl is another popularly used coating in cables with loops over 3/32 in diameter. It is more flexible than most coatings, has excellent resistance to sunlight, and is less expensive.

The most common coating diameters are shown in the tables above. Contact Sava if you have a special application.

Extrusion resins contain UV inhibitors for use in limiting sunlight exposure over time.
Guidelines for Cable Assembly Selection
Select a cable that has a minimum breaking strength of 10 times the working load.
Should a pulley be utilized, see our pulley diameters chart on our pulleys expertise page to ensure you are using the proper pulley diameter.
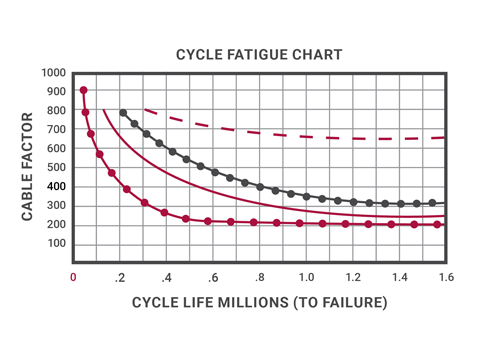
After you have determined the maximum tension on the cable and selected the cable diameter and pulley for your application, apply the numbers to the formula below to determine the cable load factor. Read the cycle life from the chart provided below.
Note: A system frequently cannot be designed for optimum conditions. The formula and chart below show that a trade-off can be made between cable size, pulley size, and life.
The numbers on the following chart were determined under laboratory conditions and are intended to serve as a guide. Since there is considerable variation in application, we recommend actual life tests for your intended use.
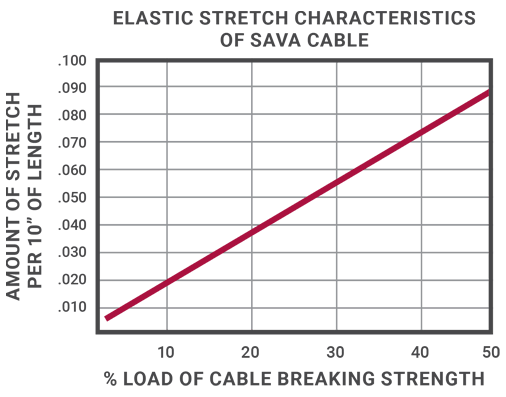
Data on Stretch of Cable and Strand
Two kinds of stretch occur in cable: constructional stretch and elastic stretch. They are due to two different causes and are discussed below.
Constructional Stretch
When strand and cable are made, the load at the closing head is light. Therefore, there are small clearances between the wires and strands, and between the strand and the core. The application of initial load causes wires and strands to seat properly, and a slight overall elongation of the strand or cable accompanies this section. The amount of constructional stretch is not constant for all cables, as it depends on such variables as type of construction, length of lay, and other factors, including the load that is applied.
Elastic Stretch
Elastic stretch is the actual elongation of the wires of a strand or a cable. This is caused by the application of a load, up to the yield point of the metal, and the stretch is approximately proportional to the load applied. When the load is released, the strand or cable subjected to elastic stretch returns to its approximate original length, providing the stretch has not exceeded its yield point.
Removal of Stretch
Where the elimination of as much stretch as possible is important, the cables or assemblies can be proof loaded to remove most of the constructional stretch. For assemblies, this process also verifies the holding strength of the terminals. Proof loading is usually done by applying a 60% load to the cable or assemblies. This load is based on the minimum breaking strength of the cable or fittings, whichever is lower. After prestretching, minimize handling of the cable.
Tension & Stretch Characteristics
Cable Factor=
(Tension on Cable / (Bare Cable dia. x Pulley Root dia.)

7x7 Construction Nylon Coated

7x7 Construction Nylon Coat3x7 Construction Nylon Coateded

7x19 or 7x49 Construction Nylon Coated
7x7 Construction Uncoated
Example

Select a cable from the Stainless Steel Cable, Nylon, and Vinyl Coated Cable page of our catalog, which has a breaking strength of 10 times the load. Cables 2036, 2037, and 2038, .036 diameter, qualify.

Multiple cable diameter .036″ x 40 for pulley groove diameter. .036″ x 40 = 1.44

Cable Factor = 15 / ( .036″ x 1.44 ) = 289
Applying this factor to the cable fatigue life chart, it is seen that a 7x7 bare cable will have an expected cycle life of only 400,000 cycles, which is not sufficient. When a nylon-coated cable (2036SN) is selected, the cable factor line will not intersect the curve on the cable for a 7x7 or 7x19 coated. The 7x7 coated cable (2036SN) is less expensive than 7X19 coated cable (2037SN) and would be the logical choice.
Prolonging the Cable
Lubrication
Nylon coated miniature stainless steel cables; P/N 2018SN through P/N 2065SN are impregnated with our specially formulated lubricant, which results in substantially improved fatigue life. For other lubricated cables, please consult with our sales team.
Plastic Coated Cable
The coating of cables with nylon, vinyl, FEP or other plastics offers a number of advantages. The plastic protects the wire from abrasion and chemical attack. It seals in the lubrication and seals out moisture, dirt, and grit. It cushions the cable from shock and pressure, protects pulleys from abrasion, and is easy to clean. Generally, in fatigue applications, using nylon, working life is increased by 300% to 1000%.

Strength and Safety Factors
To arrive at the working load of a cable, the normal load, as well as additional stresses caused by acceleration, shock, and bending must be considered. A safety factor should be applied, taking into consideration both the cost and the dangers, which could result from failure. Where cable is stationary, a factor of 3.5 times is usually safe. In a hoisting application, the factor could be as high as 8 or 12 under special conditions. However, additional testing is highly recommended, with the final decision and acceptance by the customer.
Swaged Cables
For applications requiring increased wear resistance and lower friction in a given size cable, particularly push-pull types, swaging provides a good answer. The average diameter decrease by swaging without appreciable loss in performance is approximately 10%. In swaging, the outer wires are flattened to provide greater wear area and a smoother surface. The breaking-strength-to-cable-diameter ratio remains constant, without appreciable loss of flexibility.
Talk to a Sava Expert Now!
Get in touch with one of our wire rope and cable assembly experts today and find out
what our customers already know: Sava knows cable.

Custom Stranding
Our stranding equipment is available for the manufacture of cables using your material or material identified in your project's specifications. We have successfully manufactured cables from exotic and sometimes extremely unusual materials, some of which were also plastic coated.

Custom Plastic Coatings
Sava’s modern extrusion equipment and expertise lend well to extruding other plastic materials, such as polypropylene, polyethylene, polyurethane, and many types of nylon. Also, Sava is pleased to provide a quote on coating more than one cable in a common jacket. Colored plastic is possible in most plastics as well. Many of the cables are available in black nylon or vinyl coating.
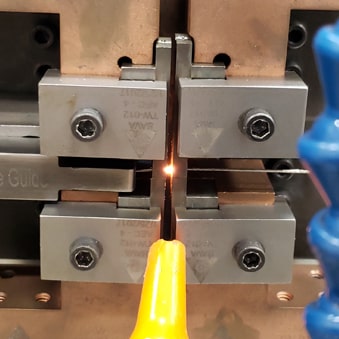
Strength and Safety Factors
Electric cutting (or electrocutting) of uncoated cable is a process by which the ends of the cable are fused (sealed) to prevent fraying and to allow easy application of a fitting. It is particularly desirable to specify electric cutting, where only one end of an assembly has a fitting. Sava is equipped with automatic, electric cutting machinery and expertise, which is also available to cut your bulk cable to desired lengths. Unless you are similarly equipped to cut your cable in an efficient, mechanized, and cost-effective manner, you may find our cutting services particularly advantageous.
For over a half century, Sava has been counted on to build the mechanical cable assemblies that keep virtually dozens of industries in motion.
Let's discuss your next project or get a quote today!