Ferrules are among the most common mechanical cable fittings used in the production of wire rope and cable assemblies. Produced using stainless steel, aluminum, zinc-plated copper or brass, ferrules are used to create a loop on one or both ends of a length of cable or combine two separate lengths of cable together. Ferrules serve countless mechanical cable, motion, lifting and holding applications.
In plainest terms, a ferrule’s simple design and strength, paired with its ubiquitous uses, makes it a go-to cable component among engineers seeking an easy, effective way to meet safety and wide range of practical motion control needs.
However, a mechanical cable assembly ‘s full rated breaking strength can easily become compromised by improperly swaging (i.e., pressing) a ferrule to the wire rope or cable. And making that process challenging is that it isn’t difficult for an untrained eye to miss errors in this seemingly straightforward manufacturing operation.
Explore Sava's Entire Line of Mechanical Cable Ferrules
Trust our 50+ Years of Manufacturing Expertise
What is a Ferrule?
Before discussing how to apply a ferrule to coated cable, one must first understand the fitting itself.
Cable ferrules are essentially small loop fittings, often figure-8 in geometry, which allows two cables, or two ends of the same cable, to nest snugly in the two vacant cavities (or holes). As mentioned, ferrules are commonly made from a number of alloys, included stainless steel, aluminum, brass and zinc plated steel. Because the chemical composition of ferrules changes, one material type to the next, the means by which a ferrule is swaged to a length of wire rope varies too.
For instance, stainless steel ferrules, by the material’s nature, are too hard to apply to cable using a hand crimping tool. All the strength one can apply using human hands will still be inadequate to secure a stainless steel ferrule to the cable or wire rope. Worse though, even if extremely strong hands achieved some degree of hold and contact between the two components, chances remain high that the hold and contact would be inadequate to satisfy an engineer’s strict factor of safety.
Conversely, aluminum ferrules are comparatively soft, and thus are well-suited to handheld implements, like a hand crimper. But even where adequate forces can be applied to a cable ferrule fitting, one can easily damage the fragile zinc plating on copper ferrules, in particular. When this happens, the copper beneath the protective zinc coating leaves the copper exposed harm by corrosives such as condensation.

Preparing Coated Cable for a Ferrule
As mentioned, applying a ferrule inadequately may result in the cable assembly failing. But applying a ferrule directly to a coated cable will also reduce the full rated breaking strength of the cable assembly by as much as to 20%, according to the Wire Rope Technical Board, because the ferrule is not, in such a scenario, making metal-to-metal contact with the bare cable.
When this happens, the strength that could be achieved by ensuring the ferrule has direct contact with the entire wire rope exposes the assembly to faults like slippage, which may knock the entire assembly out of its designed tolerances. In this case, the mechanical cable assembly could become too long for the system, or far worse, unstable within a system.
To be certain to both achieve the expected strength, and meet the rigid tolerances a system demands, coated cable must be prepared for the swaging operation.
Stripping coated cable
While one can apply a ferrule directly to a coated cable, over the coating itself, the diminishment of strength is considerable. For this reason, it is essential to strip a small portion of the coating from the cable to expose the bare cable below -- specifically in use cases where the potential loss of 20% of the assembly’s strength is unacceptable.
There are a pair of ways one can strip the coating from a length of wire rope or mechanical cable. And while each of the two satisfy a stripping requirement, each offers pluses and minuses that engineers must weigh.

Mechanical Stripping
Mechanical cable stripping can be done using a couple of different stripping machines. A rotary cable stripping machine uses rotational blades to slice-away the cable’s coating, whereas an abrasive stripping machine uses sandpaper-like abrasive materials to shave-off the coating of the cable. Rotary stripping methods are faster-moving and more efficient that other methods, which makes them ideal for shouldering large, automated production runs. However, rotary stripping methods typically cut the cable’s coating in a linear fashion, meaning this approach to cable stripping is not especially flexible if one wishes to strip the coating in a non-linear shape.
Abrasive Stripping
By comparison, abrasive cable stripping machines can strip coated cable into unique shapes, should the application’s requirements call for unusual stripping geometries.
Abrasive cable stripping, as the name suggests, is a slower, less efficient process because the stripping operation is effectively shaving the coating from the cable. However, as mentioned, abrasive stripping methods permit engineers to satisfy complex stripping shape requirements when the assembly’s requirements depart from typical, straightly stripped coated cable.
Manual Stripping
Because the materials used to coat cable are soft, often produced using polyvinyl chloride (PVC), vinyl, nylon or Teflon (PTFE), stripping the coating from the wire rope can be done with an instrument as crude as a garden-variety utility knife.
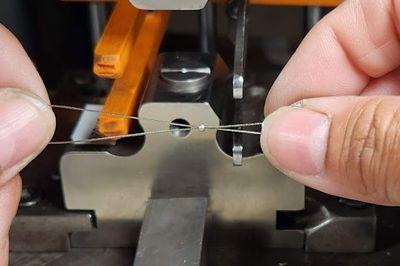
Cable and wire rope are typically stranded into a helical geometry, which means the individual wires comprising a length of cable are twisted alongside one another into what is known as the cable’s “construction.” Cable construction is the term used to describe the helical pattern the cable achieves once stranded to completion. A 1x7 construction, for example, comprises a single core wire, wrapped in six additional wires. Hence, a 1x7 mechanical cable. Cable construction wire counts can soar from there into the hundreds and hundreds of wires.
Because the nature of the design of wire rope is rooted in the wires forming a geometric and mechanical bond with one another, any comprise to their orientation and relationship to one another may reduce the strength of the cable.
Naturally, caution must therefore be taken when using any manual cable stripping method, due to the increased risk of accidentally cutting through the cable’s individual wires. Even so, if the risks of damaging the coated cable are not critical to avoid, stripping coated cable manually may be an ideal solution during testing and prototyping phases of a system’s development.

Testing Cable Strength
Both destructive and non-destructive quality testing must be undertaken to ensure the cable assembly, complete with a swaged ferrule, satisfies a precise factor of safety. In simplest terms, a factor of safety (FOS) is a term used to describe the ratio between the total strength of the cable and the load it is meant to support. If a coated cable assembly, inclusive of a swaged ferrule, needs to hold 30 lbs. (13.6078 kilograms), but its full rated strength is 60 lbs., the cable assembly has achieved a factor of safety of 2-1, as it is capable of holding twice the system’s required load.
However, other system variables must be taken into account to more accurately determine what factor of safety the assembly must meet that extends beyond that of the assembly’s full strength, or the load under which the assembly will be put. The sheer weight of the cable, for instance, suspended or pulled/pushed, perhaps within a system, must be measured. Additionally, the process by which the ferrule was swaged to the coated cable also informs strength, as do a host of other variables.
For these and many other reasons, typically a factor of safety lands closer to 3, 4, 5 or more times the system’s requirements.
Therefore, both visual inspections, often under magnification, along with break strength testing must be executed, which oftentimes involves deploying benchtop or more sophisticated real-life models of the portion of the system in which the assembly will be deployed. Such testing allows engineers to put the assembly through the rigors of a system that mimics the wire rope’s use case.
Ask an expert
Engineers at Sava are well-versed in the delicate process of preparing coated cables for ferrule application, ensuring the integrity of the assembly is maintained, and the requisite safety factors are met. Whether it's understanding the different ferrule materials or questions regarding stripping the coating from cable, Sava's engineers can provide the assurance that your cable assembly will perform optimally in its intended application. Contact us today to learn more.